
Toàn bộ quy trình gia công cột hộp
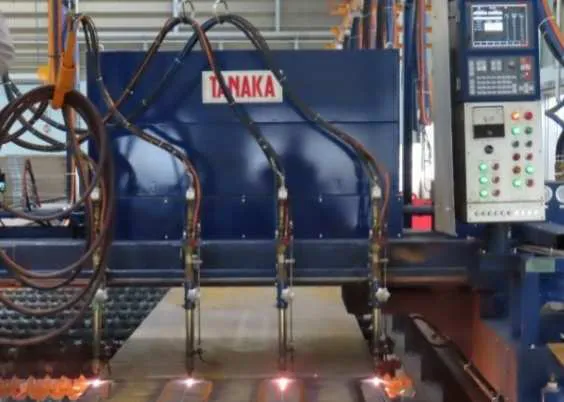
1. Quy trình cắt thép tấm
Thép tấm của bản bụng sau khi được mua về dưới dạng cuộn sẽ được đưa vào kho, sau đó sử dụng máy ép khung (ảnh 1) để cắt theo chiều rộng. Ngay từ giai đoạn tấm thép, đã đánh dấu sẵn đường chuẩn vị trí lắp bản ngang có xét đến độ co rút do hàn. Việc cắt bản ngang và các chi tiết phụ được giao cho đơn vị gia công bên ngoài.
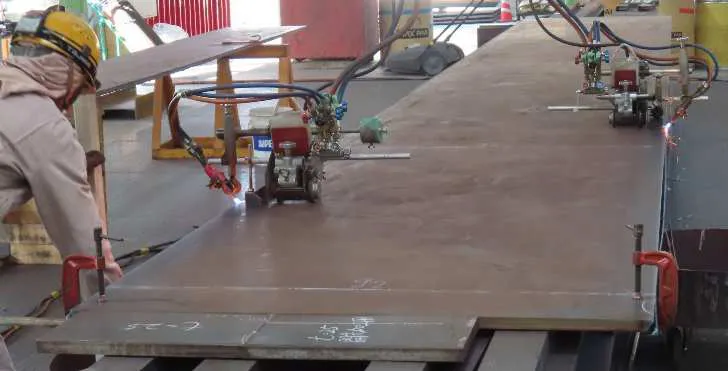
2. Quy trình gia công mép vát
Mép vát của mối hàn góc bản bụng được gia công bằng máy cắt khí cầm tay (ảnh 2). Do hình dạng mép vát của mối hàn góc bao gồm loại I và loại V, nên bản bụng và bản cánh đều phải được cắt riêng. Dự kiến trong năm 2024 sẽ đưa vào sử dụng máy gia công cơ khí để nâng cao độ chính xác.
3. Lắp đặt bản đệm bản bụng và bản ngang
① Trên bản bụng (vật liệu bản bụng) lắp bản đệm cho mối hàn góc (□22×22mm, □25×25mm) (ảnh 3).

Ảnh 3: Lắp đặt lớp lót web
② Trên bản ngang lắp bản đệm dùng cho hàn điện xỉ (FB28mm×50mm) (ảnh 4).

Ảnh 4: Lắp đặt lớp lót vách ngăn
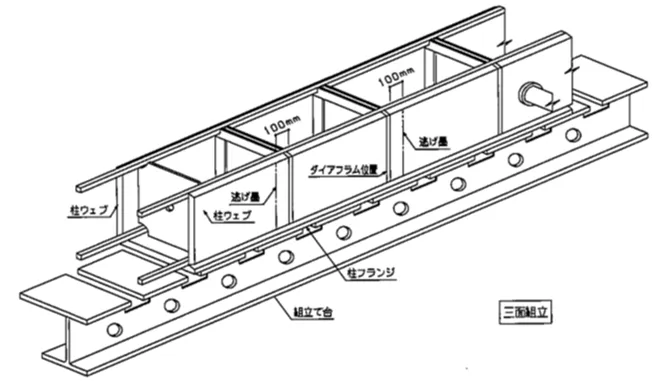
Sơ đồ lắp ráp ba mặt của cột hộp
4. Quy trình tổ hợp cột hộp
① Tổ hợp dạng chữ U: Sắp xếp bản ngang theo vị trí đường chuẩn trên bản bụng và bản cánh dưới, dựng đứng bản bụng để tạo hình dạng chữ U. Sử dụng thiết bị tổ hợp chữ U có hệ thống thủy lực để ép chặt bản bụng và bản ngang (ảnh 5).

Ảnh 5: Lắp ráp hình chữ U

Ảnh 6: Thiết bị thủy lực của máy lắp ráp hình chữ U
② Sau khi hàn đính phía trong chữ U, đặt bản cánh trên, sử dụng thủy lực ép sát và tiến hành hàn tạm, hoàn thành tổ hợp hình hộp (ảnh 6).
5. Quy trình hàn góc
① Trước khi hàn hồ quang chìm, cần lắp bản mồi hồ quang ((L=400~500mm) và bản kết thúc hồ quang (L=500~ 700mm).② Sử dụng thiết bị hàn góc cột hộp trang bị hai máy hàn hồ quang chìm điện cực kép, đồng thời hàn hai mặt bên góc (ảnh 7, 8). Sau khi hoàn tất một phía, quay cột hộp 180° để hàn hai mặt còn lại. Nếu bản bụng dày ≤65mm thì sử dụng hàn một lớp.
Ảnh 7: Cột hộp trước khi hàn góc

Ảnh 8: Thiết bị hàn góc cột hộp
6. Quy trình khoan lỗ cho hàn điện xỉ đợt 1
① Sau khi hàn góc xong, tại vị trí lắp bản ngang bên trong sẽ tiến hành nối bản ngang với bản bụng hoặc bản cánh. Sử dụng máy khoan trụ đơn (3 máy) để khoan 4 lỗ trên mỗi bản ngang, dùng làm lỗ hàn điện xỉ đợt 1 (ảnh 9).
② Với bản ngang dày ≥40mm, trước tiên khoan hai lỗ dẫn, sau đó dùng cắt khí để mở rộng thành lỗ dài (ảnh 10).
Ảnh 9: Máy khoan xuyên tâm

Ảnh 10: Lỗ dài cắt bằng khí sau khi khoan 2 lỗ
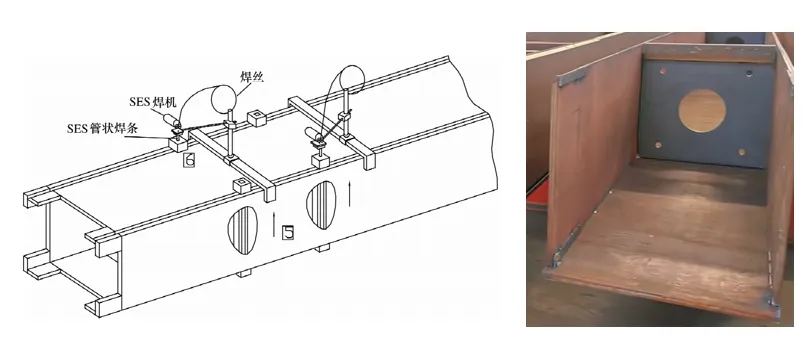
7. Hàn điện xỉ đợt 1
① Sử dụng thiết bị hàn điện xỉ “Sesenet” (6 máy) để hàn bên trong mép vát giữa bản ngang và bản cánh (ảnh 11, 12), sơ đồ hàn minh họa ở hình 4.
② Hồ quang khởi đầu được thực hiện trong ống đồng làm mát bằng nước, khi kết thúc hàn lắp bản đồng thu hồ quang để hoàn thiện phần bù cao.

Ảnh 11: Thiết bị hàn điện xỉ đứng
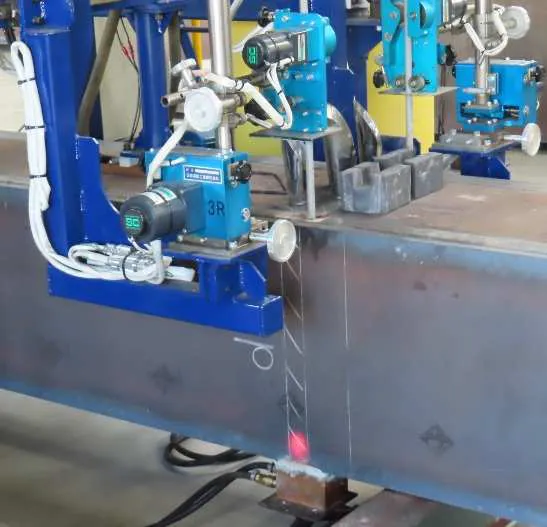
Ảnh 12 Cột tiết diện hộp trong quá trình hàn điện xỉ
8. Quy trình khoan lỗ hàn điện xỉ đợt 2
① Sau khi hoàn thành hàn điện xỉ đợt 1, xoay cấu kiện 90°, tiến hành khoan lỗ hàn điện xỉ đợt 2 giữa bản ngang và bản bụng (ảnh 13).
② Hình dạng lỗ tròn và lỗ dài giống với lỗ hàn đợt 1.

Ảnh 13 Khoan lỗ hàn điện xỉ lần 2
9. Hàn điện xỉ đợt 2
① Sử dụng thiết bị hàn Sesenet để hàn mép vát giữa bản ngang và bản bụng (ảnh 14).
② Cách thao tác mồi và kết thúc hồ quang giống hệt với hàn điện xỉ đợt 1.

Ảnh 14: Hàn điện xỉ vách ngăn
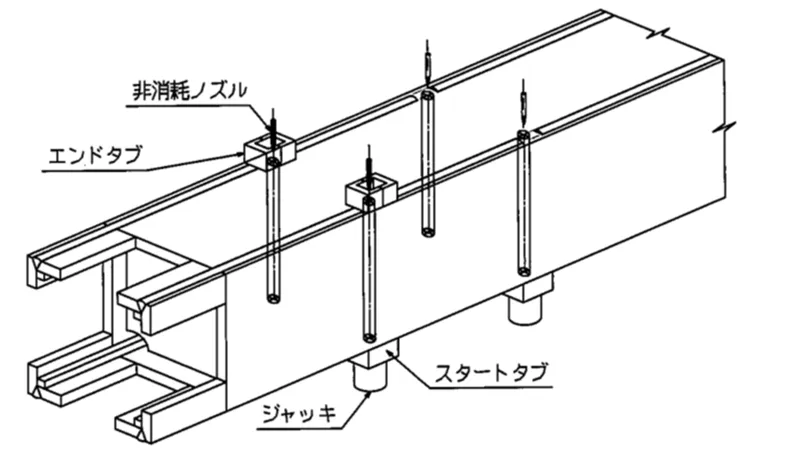
Sơ đồ phương pháp hàn điện xỉ
10. Gia công hoàn thiện sau hàn điện xỉ
① Phần dư tại bản mồi và bản kết thúc hồ quang của hàn điện xỉ sẽ được cắt bằng khí gọt hồ quang, sau đó dùng máy mài làm phẳng (ảnh 15).
② Tiến hành hàn đắp lại mối hàn góc và khu vực hàn điện xỉ, rồi dùng máy mài xử lý bề mặt.
11. Quy trình nắn chỉnh
① Sau khi xử lý phần dư và hàn đắp, nếu cột hộp bị cong, vặn do hàn sẽ được nắn bằng phương pháp gia nhiệt tuyến tính (ảnh 16).
② Đánh dấu lại đường chuẩn vị trí bản ngang để làm mốc cho gia công tiếp theo.
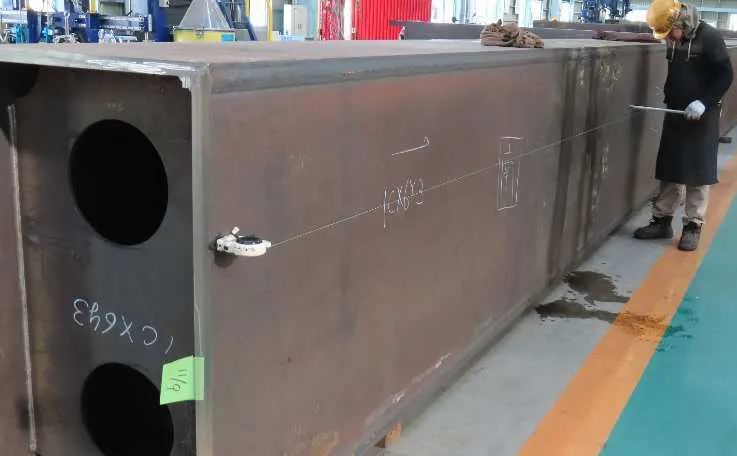
Ảnh 16: Đo độ cong tổng thể của các thành phần cột hộp
12. Gia công mặt đầu
Đối với cột hộp có bản đầu phía trên, sau khi hàn xong sẽ dùng máy gia công mặt đầu để phay phẳng (ảnh 17).
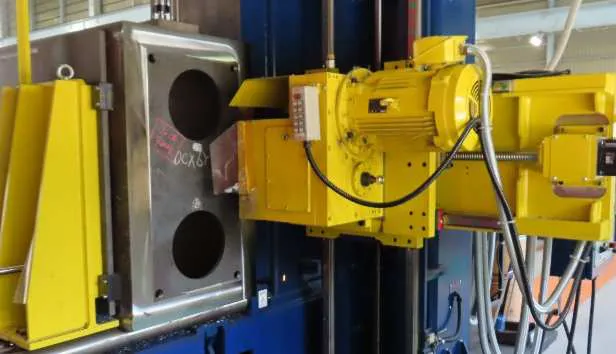
Ảnh 17: Quá trình phay cơ học tấm cuối
13. Kiểm tra siêu âm bên trong
① Toàn bộ mối hàn góc ngấu xuyên sẽ được kiểm tra siêu âm toàn tuyến.
② Các mối hàn điện xỉ tại vị trí lắp bản ngang bên trong cũng sẽ được kiểm tra siêu âm phát hiện khuyết tật và đo độ sâu hàn (ảnh 18, 19).
Hình 18: Địa điểm kiểm tra siêu âm không phá hủy

Hình 19: Thành phần cột thép hình hộp sau khi thử nghiệm siêu âm không phá hủy
14. Cắt mẫu vĩ mô sau hàn
Ảnh dưới minh họa kết quả thử nghiệm, gồm ảnh hàn góc bằng SAW (bản bụng dày 45mm) và hàn điện xỉ (bản bụng dày 45mm, bản ngang bên trong dày 45mm) (ảnh 20, 21).
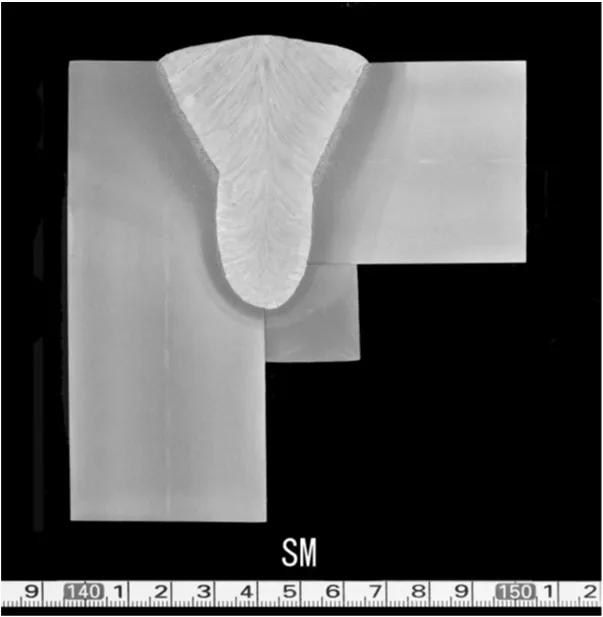
Ảnh 20: Mối hàn hồ quang chìm (độ dày vật liệu cơ bản 45 mm)
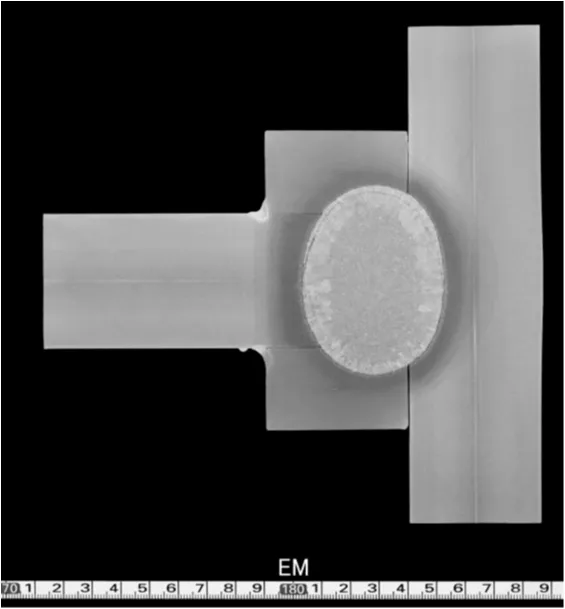 Ảnh 21: Hàn điện xỉ (độ dày tiết diện cộ 45 mm)
Ảnh 21: Hàn điện xỉ (độ dày tiết diện cộ 45 mm)
