
Hãy bắt đầu với một nền tảng vững chắc.


THIẾT KẾ CÔNG THÁI HỌC, DỄ TIẾP CẬN VÀ THUẬN TIỆN VẬN HÀNH
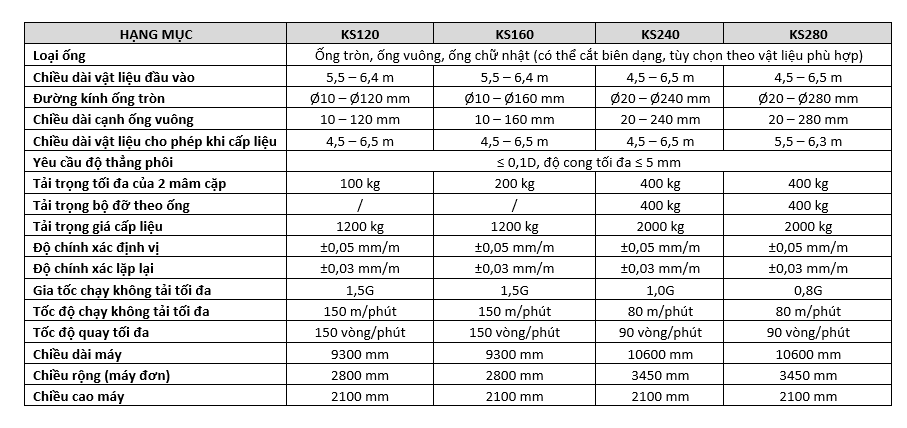
THÔNG SỐ KỸ THUẬT
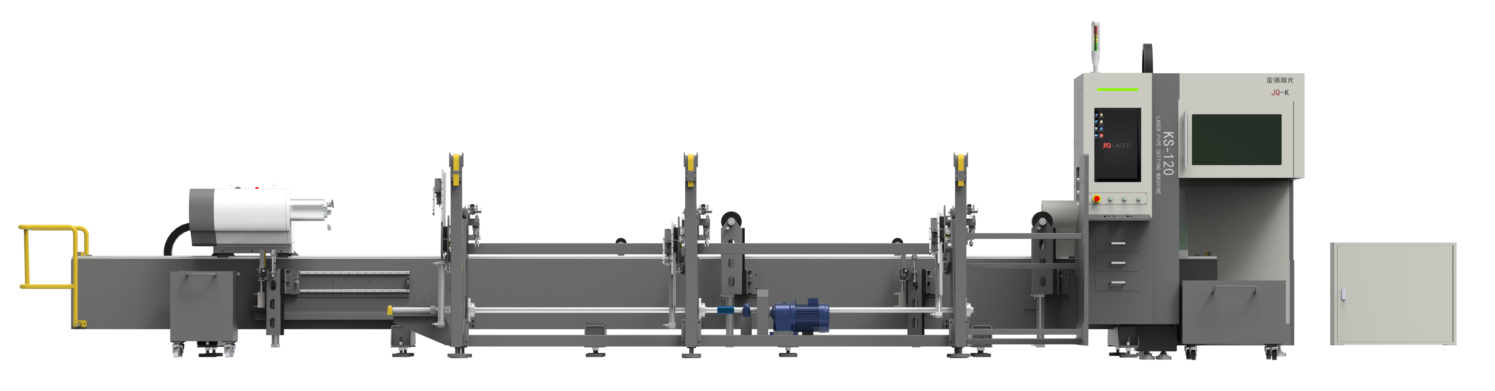
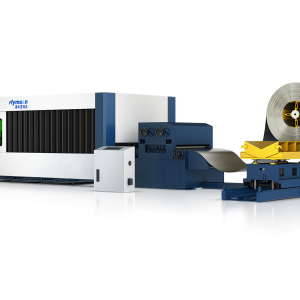
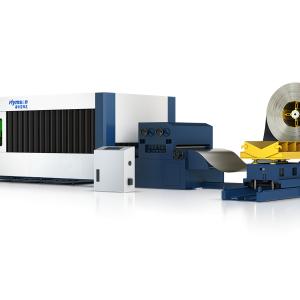
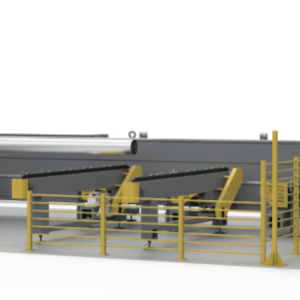
| TINH HOA CÔNG NGHỆ TRONG PHIÊN BẢN NHỎ GỌN NHẤT CỦA DÒNG MÁY Bệ máy kết cấu nằm ngang, dạng bệ hàn liền ống – tấm. Toàn bộ bệ được ủ nhiệt để khử ứng suất dư bên trong. Sau gia công thô, bệ tiếp tục được xử lý lão hóa rung, rồi gia công tinh, giúp nâng cao đáng kể độ cứng vững và độ ổn định của máy, đồng thời đảm bảo độ chính xác trong quá trình làm việc. Hệ truyền động động cơ servo AC được điều khiển bởi hệ CNC. Khi động cơ hoạt động, mâm cặp thực hiện chuyển động nhanh và qua lại theo phương Y, từ đó tạo ra chuyển động cấp phôi theo trục Y. Thanh răng và ray dẫn hướng trục Y đều sử dụng sản phẩm độ chính xác cao, đảm bảo hiệu quả độ chính xác truyền động. Hai đầu hành trình được trang bị công tắc giới hạn, đồng thời lắp thêm cơ cấu giới hạn cứng, giúp đảm bảo an toàn cho chuyển động của máy. Máy được trang bị hệ thống bôi trơn tự động, định kỳ và định lượng cấp dầu bôi trơn cho các bộ phận chuyển động của bệ máy, giúp các chi tiết làm việc trong trạng thái tốt, đồng thời kéo dài tuổi thọ của ray dẫn hướng, bánh răng và thanh răng. Khả năng đáp ứng tốc độ nhanh:
|  |
| CƠ CẤU ĐỠ PHỤ VÀ ĐỊNH TÂM Trên bánh điều chỉnh có khắc sẵn thang chia đường kính, cho phép điều chỉnh thuận tiện và nhanh chóng khi gia công ống có các đường kính khác nhau; sau khi điều chỉnh có thể khóa cố định vị trí. Trong phạm vi hành trình di chuyển của cơ cấu định tâm bộ đỡ sau, trên bệ máy có lắp thước đo chiều dài, giúp việc điều chỉnh vị trí bộ đỡ sau trở nên nhanh chóng và thuận tiện; sau khi điều chỉnh có thể khóa chặt vị trí. | 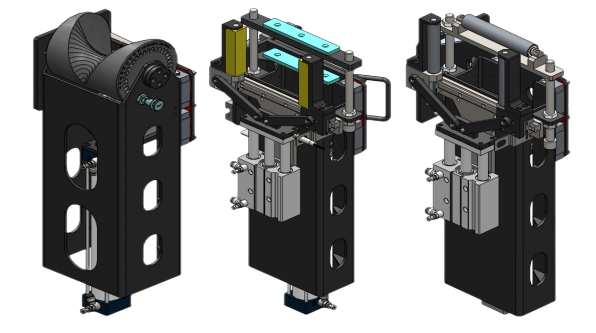 |
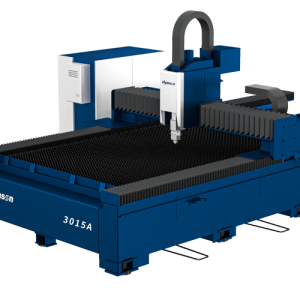
| CỤM CỔNG GANTRY Cổng gantry kết cấu kín bằng thép ống hàn. Sau khi khung gantry được ủ nhiệt để khử ứng suất dư bên trong, tiến hành gia công thô và gia công tinh nhằm đảm bảo các bộ phận có đủ độ cứng vững và độ ổn định lâu dài khi đầu laser chuyển động với tốc độ cao, từ đó đảm bảo độ chính xác cắt. Cụm trục X được lắp trên dầm gantry. Trục X được dẫn động bằng động cơ servo để thực hiện chuyển động tịnh tiến qua lại của bàn trượt theo phương X. Trong quá trình chuyển động, công tắc hành trình giới hạn hành trình và vị trí, đảm bảo an toàn cho hệ thống vận hành. Cụm trục Z chủ yếu thực hiện chuyển động lên xuống của đầu laser. Chuyển động lên xuống của đầu laser được hoàn thành thông qua hệ CNC điều khiển động cơ servo và module drive, dẫn động bàn trượt trục Z chuyển động tịnh tiến lên xuống. Hai đầu hành trình sử dụng công tắc tiệm cận để khống chế hành trình, đảm bảo an toàn và độ tin cậy khi chuyển động. Các trục X và Z đều sử dụng module tuyến tính kín hoàn toàn, đều là sản phẩm chất lượng cao, đảm bảo độ chính xác của truyền động. |  |
| MÂM CẶP (CHUCK) Dưới sự điều khiển của hệ thống và tác động của động cơ servo, các chấu của mâm cặp sau có thể thực hiện kẹp và nhả, đồng thời kẹp chặt ống và di chuyển dọc theo toàn bộ hành trình trục Y. Mâm cặp sau được trang bị van điều áp độc lập, cho phép điều chỉnh áp lực kẹp phù hợp với các ống có chiều dày thành khác nhau. Mâm cặp trước được lắp ở đầu trước của bệ máy, dùng để kẹp ống khi cắt. Thông qua điều khiển của hệ thống, mâm cặp trước có thể được động cơ servo dẫn động di chuyển trong một phạm vi nhỏ theo phương Y để tránh đầu laser, nhờ đó có thể cắt phần đuôi ngắn của ống dưới điều kiện kẹp đồng thời của mâm cặp trước và sau. Mâm cặp trước được thiết kế có tấm chắn và nắp bảo vệ, giúp bụi cắt khó xâm nhập vào bên trong mâm cặp và ray dẫn hướng. Mâm cặp trước và sau đều được dẫn động bằng động cơ servo AC, thực hiện quay đồng bộ. | 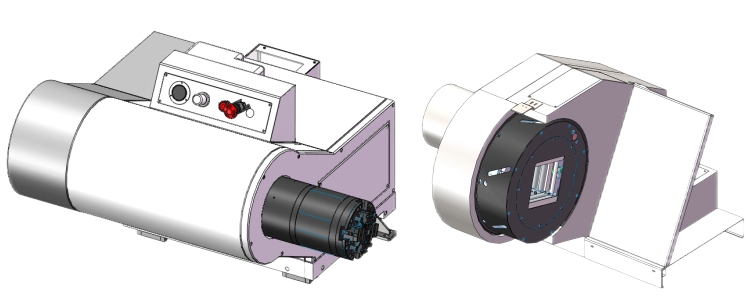 |







Đánh giá
Chưa có đánh giá nào.